1.3.3 漆包线的涂漆工艺简介
涂漆过程是使导体附上漆液并经烘干等过程形成坚固的绝缘漆膜。根据导线材料、形状或规格以及所涂漆液品种,有不同的涂漆方法,目前常用的有毛毡法和模具法两种,另外还有一种电泳法涂漆。
1. 毛毡法
毛毡法涂漆适用于低黏度漆和线材直径较小(线径在0.2mm或0.15mm以下)的场合,是小型漆包线生产厂较常用的涂漆方法,将被拉成截面积符合要求的圆金属线通过一块含有漆液的毛毡,使毛毡中的漆液附着在圆金属线表面,之后经过烘干等环节形成漆膜。毛毡法涂漆的设备和生产成本都比较低,但涂漆质量较差,主要是容易产生漆瘤,漆的附着力也较低,致使在电机嵌线和整形过程中容易造成漆皮脱落,形成匝间短路。随着电机对绝缘的要求不断提高,这种方法已逐渐被淘汰。
2. 模具法
模具法涂漆是使用孔形及尺寸特定的模具,将涂在导线上多余的漆液刮去,使之形成均匀漆膜的涂漆方法。
模具法涂漆通常是把模具放在模具支架上,模具在支架上可以在一定范围内做上下、前后、左右自由运动。模具法涂漆是用模具来控制涂漆量,最关键的是配模。配模时要根据漆的黏度、固体含量和成品线的质量标准以及漆包线的工艺参数来进行。制定合理的配模工艺也就是确定每道模子的孔径大小。模具由模芯和模套两部分组成,模芯通常由耐磨材料制造,如碳化钨、碳化锰、陶瓷和硬质合金等。目前最新科研发展,已将红宝石、蓝宝石,甚至钻石等用来制造模芯材料,这些宝石在中小规格模具上使用。模套材料一般采用不锈钢或黄铜。
模具法涂漆的优点如下:
1)模具法涂漆不仅适合于高黏度漆,而且还适用于高速度生产。它是目前流行的或者说适合的涂漆方法。生产规格在0.20mm以上的卧式机绝大部分采用模具法涂漆,卧式机模具法涂漆的最小规格目前已达0.15mm。
2)模具法涂漆的漆膜厚度易于掌握,外径圆整度基本不变。
3)可节约溶剂、铜材和涂漆材料;降低成本,减少污染。模具法涂漆可以采用高固体含量的高黏度漆,可以省去在制漆时与调漆时加入的溶剂,而这些溶剂只是毛毡法涂漆工艺的要求,不是漆膜的有效成分。节省了溶剂不但降低了成本,还可以减少污染。模具有很好的耐磨性,可以连续长时间应用于生产。
模具法涂漆的缺点如下:
1)对导体的尺寸偏差要求严,配模困难,接头粗大时会通不过模具而拉断导线,不适合于不带连拉的漆包机。
2)对操作人员的技术水平要求高。
3)生产过程中更换规格时必须停车更换全套模具,造成一部分导线浪费,不适用于小批量生产。
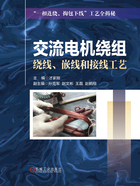
图1-10a是运行中的卧式圆铜线模具法涂漆设备的局部图;图1-10b是运行中的立式圆铜线模具法涂漆设备的局部图;图1-10c是模具的外形和剖面图。
3. 电泳法
电泳法涂漆是使水中能电离而溶解的漆液在直流电场作用下,将漆基树脂涂在导线上的涂漆工艺。

图1-10 圆铜线模具法涂漆设备(局部)和模具
电泳法涂漆的优点:一次涂漆即可达到需要的厚度,如控制一定的电流密度,可使漆膜厚度均匀,尤其适合扁线涂漆,可克服用毛毡法或模具法涂漆时边角涂不厚的缺点,省去了毛毡、模具等器具。水溶剂漆的溶剂以水为主,可省去大量有机溶剂,从而减少对环境的污染。电泳法涂漆后导线上的漆基含量挥发物少(10%~20%),可减少固化所需的热量,漆膜的附着性好。
电泳法涂漆的缺点:由于只有一次涂漆就要达到标准规定的漆膜厚度,受烘焙方式的限制,行线速度不能太快。若采用高频感应加热等新的烘焙工艺,可提高行线速度。